双鸭山介绍:
双鸭山全国卫生城市、全国双拥模范城、中国金融生态城市、中国十大最具创新力城市、全国造林绿化模范城市,双鸭山有着很美丽的传说:相传在远古时代,天宫人满为患,人间却人烟稀少,许多神仙都来人间寻找仙地居住。俗话说“凤凰非梧桐而不栖”。天鸟呢,当然非宝地而不依。来到下界的天鹤飞落鹤岗,天鸡驻足鸡西。天鸭夫妇,飞啊,飞啊,一直飞到安邦河畔,见这里水如碧玉山如黛,天上白云冉冉,丛山紫雾缭绕,便收翅降地。这里草木萋萋,鲜花艳艳,流水潺潺,鱼虾济济,果真是块宝地。心花怒放的天鸭夫妇乐而忘返天宫,从此就在这定居下来,无忧无虑地繁衍后代。许多年以后,陆续来这里的人们发现,两只神鸭伏卧的地方是一对形似鸭子形状的山岭,人们称这个地方为双鸭子山。人们与神鸭为伴,也世世代代地在这里生活下去。不知过了多久,也不知这名字用来多少年,后来双鸭子山这个地名就改成现在的双鸭山了。


近年来,双鸭山市委、市政府把“招商引资”作为加快经济发展的基本战略,加大各项投入,城市的基础设施建设日趋完善,同时制定出台了一系列鼓励和扶持外来投资客商发展的优惠政策和办法。其中新型墙体材料蒸压砖就是享受优惠政策中的一项,蒸压砖利用粉煤灰、煤渣、煤矸石、尾矿渣、化工渣或者天然砂、海涂泥等为原料,不但利废、节土、节能,保护环境,还造福于后人。设备投资小,见效快,在政策扶持下,具有广阔的发展前景。
双鸭山蒸压砖设备厂家—河南省杜甫蒸压砖设备厂,是一家拥有专业生产技术,优质设备质量保证和良好售后服务的先进企业。杜甫蒸压砖设备厂家自建厂二十多年来立足“高起点,高技术,高质量,高效率,高效益”的“五高”建设方针,发扬“艰苦奋斗、开拓务实、争创先进”的企业精神和“我是杜甫人”的团队精神,把成本领先战略、资源储备战略、人才发展战略、创新发展战略、环境建 设战略、品牌优势战略、信息化战略作为杜甫发展战略,坚持技术和管理创新,使杜甫 机械走上了科技领先、超常规跨越式发展的道路。作为先进加气混凝土设备制造企业, 杜甫人自觉肩负“引领行业方向、推动绿色发展”的历史使命,以“保障设备质量、提 升服务品质”为企业宗旨,通过实施“设备生产规模化、技术装备现代化、队伍专业化 和管理手段信息化”四化工程,提升了杜甫机械品牌价值,形成了“安全、高效、创新 、和谐”杜甫企业核心价值观,为企业的发展提供了强大的精神动力。
欢迎双鸭山蒸压砖设备生产线投资者到杜甫厂家实地考察,选购蒸压砖设备,设备咨询电话:0371-64409888
 一
一、
蒸压砖设备,蒸压砖质量管理文件
1、产品定义
《规范》确认蒸压粉煤灰砖是以石灰、消石灰(如电石渣)或水泥等钙质材料与粉煤灰等硅质材料及集料(砂等)为主要原料,掺加适量石膏,经搅拌混合、多次排气压制成型、高压蒸汽养护而制成的砖。
2、品种规格
蒸压粉煤灰实心砖,主规格尺寸为240×115×53(㎜)。
蒸压粉煤灰多孔砖,孔洞率不小于25%,用于承重墙体多孔砖的孔洞应垂直于大面,孔洞率不应大于35%。主规格尺寸为240×115×90(㎜)、240×190×90(㎜)、190×190×90(㎜)等多排半盲孔的砖。
3、性能指标
经过两年多做了大量的试验研究,《规范》确定蒸压粉煤灰砖产品及砌体的性能质量指标为:
强度等级分为MU25、MU20、MU15。
(2)承重砖的折压比不应低于0.25。
(3)砖的重量吸水率不应大于20%。
(4)砖出厂时的干燥收缩值不应大于0.5mm/m。
(5)砖的碳化系数不应小于0.85。
(6)砖的抗冻融循环次数非采暖地区为25次,采暖地区为50次。
(7)砖自出釜之日起,宜放置7天后方可出厂。储藏、运输及施工过程中,应有可靠的防雨措施。
4、适用范围
《规范》明确适用于非抗震设防区和抗震设防烈度为8度及8度以下的地区,以蒸压粉煤灰实心砖和多孔砖为墙体材料的一般工业与民用建筑的设计、施工及验收。
用于承重结构的蒸压粉煤灰砖,除应满足现行行业标准,《粉煤灰砖》JC239外,尚应满足本规范的规定。
蒸压粉煤灰砖墙体的砌筑和抹灰宜釆用专用砂浆。
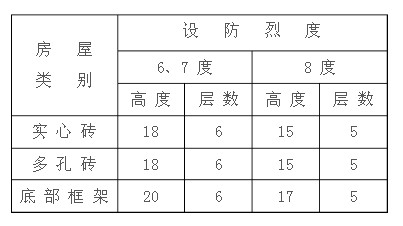
5、抗震规定
蒸压粉煤灰砖砌体结构房屋抗震设计的层数和总高度(m)应符合下表规定
 二、蒸压砖对石灰和砂的质量要求
二、蒸压砖对石灰和砂的质量要求
1、 对水泥的要求
水泥水化时, 除了能生成大量的水化硅酸钙、水化铝酸钙等水化物外, 还能析出大量的Ca(OH)2。在蒸压条件下, 这些游离的Ca(OH)2与含硅材料中的SiO2和Al2O3作用, 以水热合成方式生成水化硅酸钙和水化铝酸钙。两种方式所产生的水化矿物质同时提高制品的强度。由于水泥中CaO的含量约为60%, 而其中只有20%左右经过水化析出游离的Ca(OH)2。因此, 从提高蒸压加气混凝土的强度来看, 采用石灰- 水泥混合钙质体系更为有利。
2、对生石灰的要求
在生产蒸压砖过程中, 通过生石灰提供有效的Ca与含硅材料中的SiO2和l2O3进行充分的水热反应, 生成水化硅酸盐和水化铝酸盐而获得强度, 同时参与铝粉的发气反应。反应过程中释放出大量的热能, 使坯体温度达到80℃~90℃, 使坯体在静停硬化阶段得到自然养护。在单位时间里释放出的热量过大, 又会影响养护的效果。因此, 生产蒸压砖所使用的生石灰应当符合JC/T 621《硅酸盐建筑制品用生石灰》的标准。同时, 必须添加调节剂来控制石灰的水化放热速度。
3、对矿渣的要求
生产蒸压砖的矿渣是经过水淬的粒状高炉矿渣, 要求其A级矿渣(CaO+MgO)的质量分数至少应大于或等于65%。这种矿渣所含的玻璃质成分中的SiO2和Al2O3具有活性, 储藏大量的化学内能, 因而可以提高浇注的稳定性, 对坯体的硬化起到一定的促进作用。同时, 在蒸压条件下, 矿渣中的硅酸盐矿物质能够与SiO2作用生成低碱水化物, 从而提高蒸压砖的强度。
4、对砂的要求
砂的化学成分和矿物质组成对蒸压砖的质量影响甚大。因此, 对砂的选择要求很高, 应按照JC/T 622《硅酸盐建筑制品用砂》中规定的标准进行选用。一般来讲, 砂中的石英含量越高, 用其生产出来的蒸压砖的质量就越好。
5、对粉煤灰的要求
在生产蒸压砖的过程中, 粉煤灰兼有集料和生成胶凝材料的双重作用。粉煤灰同时提供SiO2和Al2O3与CaO进行水热反应, 生成水化硅酸盐和水化铝酸盐, 使砌块获得强度。因此, 用于生产蒸压砖的粉煤灰应具有必要的细度, 细度不足时应通过二次加工进行磨细。
6、蒸压养护要求
蒸压砖的蒸压养护是获得强度等性能的必要条件, 不仅关系到制品性能的好坏, 也关系到生产效率的高低和能源的消耗。养护制度不仅对坯体进行充分和合理的养护, 使制品在较短时间内达到设计强度, 而且更大限度地避免了坯体和制品可能受到的损伤。因为托勃莫来石等产物只有在174.5℃以上时才会大量生成, 因此, 蒸压砖只有在此温度和压力水平上, 并保持一定时间,才具有良好的综合物理性能。根据是否真空等情况,蒸压砖的养护时间一般需要6h~12h。
三、提高蒸压砖质量的技术措施:
1、 生石灰用量 蒸压灰砂砖的主要原料是生石灰和砂子, 其强度是靠生石灰中的活性cao 与砂中的sio2 在水热条件下起化学反应生成低碱水化硅酸钙csh(b)和托波莫来石c4s5h5, 把未参与反应的砂粒胶结在一起而获得的。由此可知,灰砂料中如果生石灰用量太少,不但会使砖坯成型后因胶结料不足而松散产生缺棱掉角,影响其外观质量, 更为严重的是因化学反应生成的水化硅酸钙凝胶量不足而使砖的强度大大降低,达不到国家标准要求。生石灰用量过大,不但会使灰砂砖生产成本增高,而且由于砖中存在过多的cao,使反应生成的水化产物大部分是高碱水化硅酸钙c2sh(a)、c2sh(c),这种水化产物的强度较差,故生成的砖强度不高, 加之剩余未参加化学反应的氢氧化钙ca(oh)2 结晶强度更低, 所以总的反映到砖上的抗压、抗折强度偏低,达不到标准要求。因此,在蒸压灰砂砖生产中,加大生石灰用量是有害无益的,必须严格控制生石灰用量, 以能够保证产生足够的低碱水化硅酸钙凝胶来胶结砂粒而产生所需的强度为准。生石灰用量应根据所用生石灰的质量、磨细度和砂子的细度模数、颗粒级配以及产品所需强度等条件,通过计算和试配而得到。根据生产经验,当灰砂砖厂使用细砂和生石灰质量符合生产灰砂砖要求,而磨细度又在0.08mm 方孔筛的筛余小于10%(4500cm2/g)时,其用量一般以灰砂混合料中含活性氧化钙在6%~7.5%为准,由下面公式计算求出:
b= c 干/c 灰×100%
c 灰
式中:b—灰砂混合料的生石灰实际用量(%);
c 干—灰砂混合料中活性氧化钙的含量(%),一般为6%~7.5%;
c 灰—生石灰的活性氧化钙含量(%)。
砂子的用量只要灰砂混合料的生石灰用量确定后,即可得出:
砂子用量(%)=1-生石灰用量(%)
把计算得出的生石灰用量用于试配料,从中求得生石灰用量。
2、 加入废灰砂砖块 以生石灰用量10%~15%的废灰砂砖块加入生石灰中一起被破碎,进球磨机一同粉磨,这样不但可提高球磨机产量和生石灰的磨细度, 而且能显著提高灰砂砖的强度。其原因是:废砖块里已有一定量的水化硅酸钙晶粒存在,将废砖块加入灰砂料中,就等于加入了水化硅酸钙晶粒。由于灰砂料中有水化硅酸钙晶粒存在, 灰砂料中的活性氧化钙和氧化硅在一定湿热条件下很快围绕在水化硅酸钙晶粒的周围生成水化硅酸钙, 即大大提高了活性氧化钙与二氧化硅之间的化学反应速度,使水化硅酸钙凝胶增多,从而提高了灰砂砖的强度。又因为废砖中含有大量的砂粒,进入球磨机与生石灰一起粉磨成细砂,不但增大了砂子参与化学反应的表面积, 同时也暴露了砂的新表面,使其与生石灰的接触面增加,反应阻力减小, 从而也使水化硅酸钙凝胶增加。生产实践证明:在灰砂砖生产中,加入一定量的废灰砂砖块与生石灰一起破碎、粉磨后配料, 可使灰砂砖强度提高25%~30%,这也是工厂废品综合利用、变废为宝的一个重要途径。
3、 合理的成型压力 有些企业认为, 压制灰砂砖坯的压砖机压力愈大,灰砂砖的强度会越高,因而无止境地要求提高压砖机的成型压力,导致压砖机生产厂生产的压砖机标牌成型压力(八孔压砖机) 有80t、100t、120t、150t, 甚至达180t,以满足业主的心理需要。是不是压砖机压力越大灰砂砖的强度就越高呢?一般来说,在一定成型压力范围内,砖的强度随压砖机成型压力的提高而增加。但超过了极限成型压力,不但不会提高砖的强度,反而会使砖的强度下降,砖坯内部会产生很多层裂。这是因为:砖坯料内除了石灰、砂和水外,其空隙中含有大量的空气。在压砖时,随着成型压力逐渐增加,砖坯料逐渐被压缩,空隙减少,一部分空气被挤出砖坯外,最后由粒子的吸引力和水分子的结合力把灰砂料组成符合成型要求的砖坯,达到一定的密实度。如果成型压力超过了极限压力,砖坯内未被排除的残留空气会暂时被压缩,超过极限压力越多,则残留空气被压缩得越厉害。当成型压力被解除后,被压缩的残留空气会立即恢复原状而在砖坯内形成“气囊”,使砖坯产生“层裂”。砖坯内残留空气越多,则砖坯层裂越严重。砖坯内残留空气的多少与灰砂料的颗粒级配有很大关系,砂子级配差的灰砂料空隙多,故残留空气多,这时成型压力宜偏小。反之,可适当提高。也就是说,一定要根据灰砂料的粗细、级配的好坏、成型水分的大小来选择适宜的成型压力。在压砖机压砖时要及时调整压砖机喂料量来控制成型压力,决不能无止境地提高成型压力,这样才能保证灰砖砂的强度和外观质量,也使压砖机运转率高而维修费用低。根据生产经验,一般用细砂或特细砂作原料时,合理的成型压力为20mpa 左右,即反映到压制一块标准砖坯上的压制力为(24×11.5×0.2t)55.2t,所以选用60t 的8孔或120t的16 孔压砖机完全可以满足灰砂砖成型要求,一般砖坯单重在2700g~2850g之间。如选用压制条面的液压压砖机来成型砖坯,则压制一块标准砖坯上的压制力为(24×5.3×0.25t)31.8t;一次成型32块,总压制力为(31.8t×32)1018t。
4、 合适的生石灰磨细度 生石灰作为灰砂砖的胶结料是要粉磨到一定细度才能使用,因为在灰砂砖生产中,只有让生石灰颗粒充分包裹砂子颗粒后, 才能使砖坯有成型强度,才能使灰砂水化反应顺利进行,以产生足够的水化物来保证砖的强度。根据这一包裹理论,当砂子的比表面积一定(即粗细已定),生石灰颗粒越细,比表面积越大,用量越少,反之用量增加。其计算公式为:
a=3.64s砂*a/【(1+0.0032a)*(s灰+3.64s砂)】
式中:a—灰砂混合料中有效cao 含量(%);
a—生石灰中有效cao 含量(%);
s 砂—砂子比表面积(cm2/g);
s 灰—生石灰磨细比表面积(cm2/g)。
例:当生石灰的a=65%,
a=3.64×65s 砂/[(1+0.0032×65)•(s 灰+3.64s 砂)]=195s 砂/(s 灰+3.64s 砂)
如s 砂=200cm2/g,s 灰=4800cm2/g,a=195×200/[4800+(3.64×200)]=7.055%
从计算公式可知, 如果生石灰的磨细度不够,其用量会大大增加,从而增大生产成本并使灰砂砖强度下降。生石灰磨细度超细,由于其表面积大,与砂粒接触面积也大,有利于水化硅酸钙凝胶的生成,从而提高灰砂砖强度。也可适当减少生石灰的用量,但会使球磨机的产量大大下降,电耗增加,研磨体消耗增大,从而增加生石灰的粉磨费用。所以,灰砂砖生产企业应对生石灰的磨细度有规定要求,一般规定生石灰的磨细度为0.08mm 方孔筛的筛余量小于10%, 可以生产出优质灰砂砖。
5、 合理的蒸压养护制度 为使灰砂料中的氧化钙和砂中的二氧化硅能在较短的时间内生成足够的水化硅酸钙凝胶来胶结砂粒而产生足够的强度, 必须制定合理的蒸压养护制度。一定压力的饱和蒸汽是必不可少的蒸压养护条件,这是因为灰砂料中氧化钙和二氧化硅只有在高温的水中才会溶解生成氢氧化钙溶液和可溶性硅酸。根据试验得知, 蒸压灰砂砖一般采用0.8mpa 及以上表压的饱和蒸汽是可行的,这样的压力在一定时间内可以使砂中的二氧化硅很快地与生石灰中的活性氧化钙反应,生成所需的水化硅酸钙凝胶胶结砂粒而得到所需强度和化学稳定性的灰砂砖。蒸压养护制度应根据所用原材料质量、蒸汽压力大小、产品所需强度来确定,蒸压养护时间过长或过短均对灰砂砖及生产不利。一般蒸压养护周期:压力×恒温时间=56。式中恒温时间为h,压力如0.8mpa 换算为8kg压力。在蒸压养护中, 首先用真空泵抽真空30min 排出釜内空气,以保证釜内压力为纯蒸汽或接近纯蒸汽压力而保证灰砂料化学反应所需温度。为防止由于温差应力造成砖坯裂纹,应缓慢而均匀地升温1.5h,使釜内压力达0.8mpa 的表压,相应地, 其釜内温度约为170℃~174.5℃。在此温度下保持恒定7h,使石灰中的活性氧化钙与砂中二氧化硅有足够时间起化学反应生成所需的水化硅酸钙凝胶胶结砂粒而产生所需强度。然后可先慢后快均匀地放出釜内蒸汽降温1.5h,以防止砖因降温过快产生温差应力使砖爆裂或裂纹,其蒸压养护周期10.5h。当釜内蒸汽压力降至零压且温度在70℃以下时方可打开釜门出砖。若采用1.0mpa~1.2mpa 表压的蒸汽压力来养护砖坯,恒温时间则可大大缩短,4.5h~6h 即可达到所需强度,也可大大提高蒸压釜的利用率。国外蒸压灰砂砖生产企业一般采用1.6mpa 表压的蒸压釜。
6、 使用灰砂砖外加剂 在一定蒸压养护制度下,灰砂砖的强度主要取决于可溶性硅酸的生成量,而可溶性硅酸主要来源于砂中二氧化硅的溶解量。但砂中的二氧化硅一般呈无活性结晶状态存在,只有当温度上升时其溶解度才逐渐增大。据测定: 砂中二氧化硅在25℃时溶解度只有0.006g/l, 在174.5℃饱和蒸汽中的溶解度也只有0.18g/l,也就是说,在规定的蒸压养护条件下,由于砂中二氧化硅溶解量不足,石灰用量够了也不可能生成足够的水化硅酸钙凝胶胶结砂粒而达到较佳的强度。 而灰砂砖外加剂不仅能使灰砂料中的石灰微粒进一步分散、扩散包裹在砂粒表面,增加石灰与砂粒表面的水热合成反应的机会;更重要的是,由于其含有碳酸钙、亚硝酸钙、重铬酸钾等一类强电解质,其水解后会增加灰砂料中的oh-离子浓度,补充了在水热条件下由于ca(oh)2 析出造成oh-离子浓度的不足,从而激发砂中二氧化硅的活性,使二氧化硅溶液成可溶性硅酸量增大,促进水化硅酸钙凝胶量增加而提高灰砂砖的抗压、抗折强度,使灰砂砖的强度比未加入灰砂砖外加剂时可提高10%~50%。若保持原有灰砂砖的强度, 则可降低生石灰用量10%~20%、节电5%~10%,灰砂砖生产成本降低10%左右。不过要使灰砂砖外加剂在蒸压灰砂砖生产中起到明显作用,首先要有足量的生石灰(≥5.5%),并按其掺加量及作用方法进行,否则其作用会减弱,甚至失效。
7、结语 综上所述,蒸压灰砂砖企业只要所采用的原料符合生产要求,生产设备又能满足工艺规定要求,按上述技术措施去管理生产, 完全能够生产出符合gb11945-1999《蒸压灰砂砖》规定的强度等级mu15及以上的蒸压灰砂砖。