公司地址:河南省巩义市站街开发区
公司电话:0371-64422067
公司传真:0371-64422067
手 机:18624915999
公司邮箱:dufujx@foxmail.com
公司网址:http://www.13592456941.com
作者:百合 来源:杜甫机械 时间:2013-05-06 09:37:44 点击次数:4366
投资蒸压设备生产线到底能赚钱吗?当然可以赚钱了,从十二五以来禁实工作的开展,蒸压砖设备制品以及加气砖设备制品,加气混凝土设备制品,以废物利用,保护环境,保护耕地,等优势被建筑行业广泛使用。
由于我国固体废弃物的积存量和年排放量十分巨大,而蒸压砖设备制品的原料就来源于这些废弃物,因此更加被人们喜爱。目前这类废料都以自然堆积法储存于人工库中,这些废料不仅要侵占大量土地,污染着周边地区的环境,而且每年需要投入大量并且是无法收回的废料处理资金,已成为企业的沉重包袱。我国目前有几千家大中型煤炭生产企业和火力发电企业,废料排放量非常大,而投资蒸压砖设备生产线使用这些原料时价格上会很便宜,可减少投资费用,而且利用工业废渣生产蒸压砖节地、省土、利废、环保和节能是造福于子孙后代的功德无量的事业。
投资蒸压砖设备生产线可行性分析:
第一、 国家发改委“十五”规划政策
国家发展与改革委员会制定的《墙体材料革新“十五”规划》,对粉煤灰、建筑废弃物制品类的利废、节能、环保等新型墙体材料,在政策、税收、设计、推广等方面给予大力支持。规划指出,结构调整是“十五”时期经济工作的主线,用新型墙体材料代替秦砖汉瓦是建材工业结构调整的重要内容。这对推广应用新型建材创造了十分有利的条件。近年来,国家为限制生产实心黏土砖,鼓励发展新型墙体材料制定了一系列的奖罚政策。
1、限制生产和使用黏土砖
1)凡新建、改建、扩建建筑工程,每平方米收取10元墙改专项资金,使用新型建筑材料的可返还该项资金;
2)对生产实心黏土砖的企业征收土地使用税;
3)国家墙改办指定:全国170个大中城市2003年6月30日前禁止使用黏土实心砖,另有20个大中城市最迟在2005年禁止实心砖进市。在全国许多省、市地区都推行强制拆掉砖窑,全面禁实心黏土砖。
4)不得新批上黏土砖厂,并对现有砖厂限定取土用地和产量,逐步淘汰。
2、鼓励发展新型墙体材料
1)新设立的新型墙体材料企业用地,其土地供应价可按协议出让最低标准执行;
2)对新型墙体材料可享受按增值税应纳税款减半征收的政策;
3)对生产原料中掺有不少于粉煤灰、30%煤矸石等工业废渣的新型墙材,可享受增值税减免政策;
4)利用粉煤灰、煤矸石、矿渣作为主要原料生产新型墙材的所得,自生产经营之日起免征所得税5年;
5)对应用新型墙体建造的北方节能住宅,实行固定资产投资方向调节税税率为0%的政策; 6)对有一定规模、生产工艺较先进的新建生产新型墙体材料且符合新型墙材专项基金使用范围的企业,可享受新型墙材专项基金贷款贴息。
第二、 灰砂砖质量标准及规格与性能
1、 质量标准:
产品执行建材行业国家标准GB11945-1999《蒸压灰砂砖》。
2、 产品规格: 240mm×115mm×53mm,空洞率0%
240mm×115mm×90mm,空洞率25%
240mm×115mm×115mm,空洞率25%
3、抗冻性能
经过冻融循环单砖质量损失小于2%优等品强度级别不小于MU15。
4、力学性能GB11945---1999中规定MU10. MU20. MU25.等四个强度级别。
表一:灰砂砖力学性能
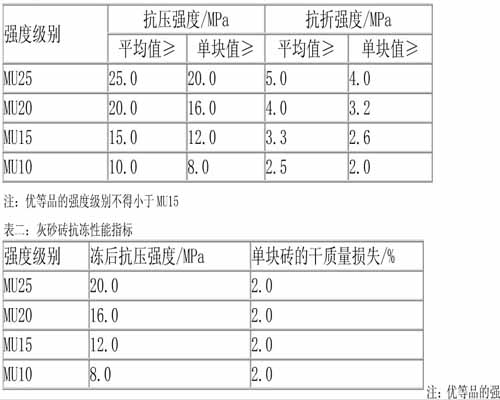
强度级别不得小于MU15
5、其它性能
灰砂砖与其它墙体材料相比,蓄热能力显著。由于灰砂砖的容量大,隔音性能特别优越,此外灰砂砖属于不可燃建筑材料。灰砂砖不得用于长期受热200度以上,受急热急冷和有酸性硬性的建筑部位。
第三、灰砂砖概况
蒸压灰砂砖是以砂、石灰为主要原料,允许掺入颜料和外加剂,经原材料处理,配料消解,胚料均匀,压制成型,经高压蒸汽养护而成的普通灰砂砖。它分为标砖、空心砖和盲孔砖;蒸压灰砂砖(以下简称灰砂砖)是一种技术成熟,又节能的新型建筑材料它适用于多层混合结构建筑的承重墙体,可以来代替黏土烧结实心砖。 灰砂砖主要是依靠生石灰中的有效CaO和砂子中SiO2在0.8Mpa以上压力的饱和蒸汽(174.5℃以上)的条件下起热合成反应。生成各种类型的硅酸盐类胶凝物质,其中绝大部分为水化硅酸钙和少量的硅酸镁等,与骨料砂牢牢的胶结在一起,形成一定的结构强度。在上述过程中经过设备加压成形为高强度灰砂砖。 其反应过程:CaO+H2O—Ca(OH)2+15.5千卡(拌有体膨) Ca(OH) 2+ SiO2+(n-1)H2O 174.5℃饱和蒸汽 CaO*SiO2 * nH2O(硅酸钙)
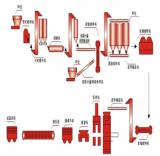
第四、灰砂砖生产工艺及工艺流程图
1、原材料处理
块状的生石灰在与砂子混合配料前必须经过破碎、粉磨达到生产工艺要求的细度。一般大块的生石灰常用鄂式破碎机进行破碎,经破碎的石灰还需进行粉磨,一般采用球磨机对石灰进行粉磨。
2、混合料的配合比设计
1)灰砂砖混合料配合比应满足以下要求
A、物理力学性能,特别是抗压强度的要求,一般抗压强度要求在10Mpa以上,并且还要满足抗冻、碳化、耐酸碱、耐火、收缩等性能的要求。
B、满足砖胚成型时,对混合料塑性的要求。
C、配合比要尽量降低成本,提高经济效益。
2)配合比的计算主要根据砂、粉煤灰、石粉、石灰等原材料的有效成份来决定配合比的。
3、混合料的配方 ?混合料的配方是将按配合比要求计量的生石灰、砂在强制式搅拌中加入6%~9%的水进行第一次搅拌,经一次搅拌的拌和物投入消化仓中消化5~8h,然后进行第二次搅拌即可,也就是说混合料的置备主要包括一次搅拌、消化、二次搅拌几个过程。
拌和物一次搅拌的目的是使拌和物各组分相互分散,增加接触面积,使物料均匀混合,并加强化学吸附作用。再者,通过搅拌可使水膜包裹住颗粒的表面,使水均匀分布于搅拌物中,使石灰能更充分的消化,增加拌和物的和易性,改善塑性,提高成型性能和制品的物理性能。一般搅拌时间控制在1.8min左右,为使石灰充分消化,在严寒季节,可使用加热搅拌,即在搅拌的同时通入蒸汽加压,需要注意的是,要注意扣除由蒸汽冷凝的这部分水量以免在配合比中的水分偏多。
拌和物的消化主要是指石灰的消化,也就是将生石灰变成熟石灰的过程。消化一般采用钢仓或混凝土仓,采用间歇式消化时,一般控制在5~8h。若采用地面堆积消化,由于散热较快,消化时间较长,一般需要8h以上。为了提高产量,往往必须缩短生产周期,一般可采用提高混合料的温度、提高生石灰的细度和适当掺加外加剂的方法,加快石灰的消化速度,以改善成型后砖胚的性能。
经过消化(或称陈化)的混合料在成型前,还需进行第二次加水搅拌,其目的是:一方面消化之后部分水份蒸发,使拌和料含水率降低3.5%左右,为了便于成型,必须进行二次加水搅拌;另一方面,二次搅拌可把结块的物料打散,使物料更均匀、塑性更好,有利于成型和提高制品性能。
3、 砖胚成型
砖胚的质量要求:一是要有完整的外型规格,棱角整齐、表面光洁;二是不允许有分层裂纹、短裂、弯曲、飞边等缺陷。
灰砂砖采用液压压砖机为更好,能多次加压,把砖内气体排出,密实度高,抗疲劳性强,同时,保持了砖内的灰砂与粗料均匀度,告别了次品砖的发生,型号分为:RF-400型、RF-630型、RF-800型、RF-1200型。
4、蒸压养护
砖胚成型及在进行蒸压养护前要在温室中静停一段时间,其目的在于让砖胚中多余水分可蒸发掉一部分,这样就可防止砖胚在升温过程中由于水分受热膨胀而造成砖胚裂纹;其次是由于静停可使砖胚强度有所增加,从而提高制品强度;对于消化不完的拌和物起到继续消化作用,这样就可避免石灰在蒸压过程中因养护温度升高而造成石灰急速消化膨胀使制品产生裂纹。一般静停时间为2~3h。
蒸压养护可分为如下四个阶段进行
第一阶段,排除蒸压釜内空气。这是为了提高蒸汽的放热系数,减少传热阻力,增加蒸汽量,提高蒸汽压力、增加釜内蒸汽温度,以加速制品的养护。排除釜内空气使用的方法有三种,即排气法、抽真空法、早期快速升压法,一般采取抽真空的方法。抽真空法是在高压釜通蒸汽前利用水环式等类型真空泵将釜内空气抽出,使釜内真空度达到152~304mm汞柱(表压力-0.08 ~ -0.06Mpa),同时也可以抽出砖胚表面孔隙内的空气,形成一种负压状态,使养护介质接近于纯饱和蒸汽,从而使制品的受热速度最快,温度最高。
第二阶段,升温升压阶段。它主要是指通蒸汽至釜内,蒸汽与制品达到规定的压力、温度的这一过程。在这一阶段中,为避免釜内蒸汽、砖胚表面砖胚内部三者温差过大而造成因砖胚表面与内部温差不一致而产生裂纹,必须控制升温速度(其与砖胚的初始结构强度有关),因此升温速度不能太快,一般控制在1~1.5h为宜。
第三阶段,恒温恒压阶段。它主要是指蒸压釜内从达到规定的最高压力和温度开始至开始降温降压这段时间,为了保证水化反应的正常进行,使灰砂砖有足够的强度,必须控制灰砂砖养护的蒸汽压力最低要达到0.8Mpa,最高可达1.5Mpa,恒温恒压时间为4~6h。
第四阶段,降压降温阶段。从釜内开始排放蒸汽降温降压至制品出釜阶段。这一阶段为避免出现由于压差和温差过大所造成的制品暴裂、酥松及强度下降,降温降压速度也不能太快,一般控制在1~1.5h。
第五、原材料的要求及储存和混合制备
1、砂
砂子的质量应符合JC/T622-1996(硅酸盐建筑制品用砂)的标准,砂由汽车运入厂内,倒放在堆棚内。
2、生石灰
应符合JC/T622-1996《硅酸盐建筑制品用粉煤灰》的规定中,其中:有效CaO+MgO≥75%, MgO≤5%, SiO2≥40%, CO2≤5%,消化系统≤15min,消化温度60℃,细度0.08mm,方孔筛筛余量≤15%。 块状生石灰由自卸汽车运入厂内,倒入生石灰受料斗,由一台鄂式破碎机分别破碎成颗粒,经斗式提升机分别送入生石灰仓,进入库内的石灰,由振动给料机进入球磨机内进行细磨,制成生产用胶结料,经斗式提升机送至石灰粉仓中储存待用。
4、配料搅拌工段
以上所述各种原料,各自通过料仓下的圆盘出料、输送设备的控制,按一定的配比,经各自计量方式计量后,按砂、石灰胶结料顺序依次卸入搅拌机,经加水后进行搅拌,制成的混合料送消化仓消化,消化好的混合料再次进行搅拌,经搅拌后的混合料输入压砖机的喂料机压制成型。
5、砖胚成型
压砖机受料斗将混合料喂入压机模具,经压制成为砖胚,每次成型周期约1~15秒,将砖胚码放在蒸养小车上。
5、养护及存放
码好砖胚的蒸养小车经摆渡车由牵引机拉入生胚预养房内编组后进入蒸压釜内进行养护。养护结束后由牵引机将蒸养小车连同制品拉出至釜后轨道上,再将小车运至成品堆场,同时进行外观检验,分组堆放。
6、性能与要求
1)砂中的氧化物含量不应大于0.01%
2)砂中的云母含量不得超过0.5%
生产实践证明,使用颗粒较粗且粒径均匀的砂或者是粒径小于0.075m的特细砂,所制成的灰砂砖技术性能皆不能达到要求。一般采用细度模数2.2~1.6 ,1.5~0.7 的细砂和特细砂效果为好。
生石灰 生石灰的质量直接影响灰砂砖的质量,应尽可能选用含钙量高、消化速度快,消化温度高的生石灰。其具体要求如下:CaO含量>60%;MgO<5%;消化速度<15min;消化温度>60℃;过火石灰<5%;生石灰<10%;粉化灰<10%。
为了解决石灰在水化时体积膨胀对灰砂砖的影响,通常采用下面一些措施:
2)提高水灰比,混合料的成型水分一般控制在7.5%~10%
3)加入石膏等外加剂 生产用水 任何饮用水均可使用,采用天然水时,应符合以下指标:PH值不得小于4;盐的总含量不得超过5000mg/L,不得含有油脂、植物油、糖类、酸类及其他有害物质。
第六、原料配比及原材料消耗量
1、主要原材料配比??? 砂:生石灰=90:10
以上配比随产品强度等级及原材料实际情况可进行调整
2、主要原材料消耗量(按年产1000万块灰砂砖计算)
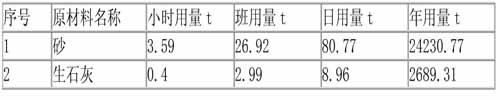
上表是年产1000万块灰砂砖来计算,若年产量加大,可按此类推计算。
2、 工作制度
一日三班制连续生产,每班7.5小时,年工作日300天,年工作时数6750小时。
第七、 项目进度计划
1、项目前期工作——可行性报告编制
2、完成工艺设计和技术施工图设计
3、标准设备订货 非标准设备制作为15天
4、土建施工完成和设备运输45天
5、设备安装
生产工人上岗前培训
设备调试及试生产15天
6、正式生产、项目验收15天
2个月完成整个项目
地址:河南省巩义市站街开发区 电话:0371-64422067
传真:0371-64422067 手机:18624915999 邮箱:dufujx@foxmail.com
邮编:451261 网址:http://www.13592456941.com 豫ICP备12007906号-4