
公司地址:河南省巩义市站街开发区
公司电话:0371-64422067
公司传真:0371-64422067
手 机:18624915999
公司邮箱:dufujx@foxmail.com
公司网址:http://www.13592456941.com
作者:百合 来源:杜甫机械 时间:2013-05-05 09:37:57 点击次数:3626
概述:
加气混凝土设备,蒸压釜快开门压力容器已在工业生产中得到广泛的应用,其安全联锁装置也处于不断完善中。但是加气混凝土设备快开门压力容器发生的事故仍在压力容器事故比例中高居不下,因此在国内很多的科研院所、大专院校,对快开门安全联锁展开研究。比如:浙江大学化工机械研究所的郑津洋教授,对快开门进行强度校核,有限元分析。国内还没有专门生产快开门安全装置的企业,基本上是生产快开门容器的企业,附带生产快开门安全联锁装置,安全联锁装置的实现形式也多种多样,质量也参次不齐,尤其是快开门安全联锁装置的可靠性极差,故障率远远超过压力容器的自身故障。 由于近年来中国对蒸压釜快开门容器的从严管理,许多加气混凝土设备产品出口到中国的国外企业也加强快开门安全联锁装置的研究,蒸压釜产品的质量进步很快,其快开门安全联锁装置的自动化程度、可靠性都超过了国内同类产品。 因此针对国内的快开门容器的特点,十分有必要针对的快开门的安全性能作出规范,杜甫机械根据多年的工作经验针对相关方面进行了研究与建议

蒸压釜快开门压力容器定义:
1 在国内,1999版《压力容器安全技术监察规程》无针对快开门这类容器的明确定义,2009年国家质量技术监督检验检疫总局颁布的TSG R0004《固定式压力容器安全技术监察规程》(简称《容规》)对快开门式容器作出了表述:
加气混凝土设备蒸压釜快开门式压力容器,是指进出容器通道的端盖或者封头和主体间带有相互嵌套的快速密封锁紧装置的容器[1]。美国的ASME规范也有针对快开门容器的概述,其定义如下: (1)蒸压釜快动或快开封闭组件与标准螺栓法兰连接(通过一个或一对法兰紧固)相比较,能快得多地进入压力容器内部。具有夹子螺栓的封头不认为是快动(快开)封闭组件;
(2)夹持元件是用于夹持封头到蒸压釜容器上,为密封封闭组件提供所需载荷的封闭组件零件。铰链销子或螺栓可以是夹持元件;
(3)锁紧部件是防止夹持元件上载荷降低或防止夹持元件松动的封闭组件零件,而夹持元件为密封封闭组件所需要的力。锁紧部件也可以用作夹持元件;
(4)锁紧机构或锁紧装置是锁紧部件的组合;
(5)不允许采用如锁链之类的多个铰接头作为夹持元件[2]。快开门式压力容器的实现形式多样,有了相关的定义及说明给检验与监督工作带来很大进展。
2、蒸压釜快开门压力容器的失效与分析:
2.1 快开门式压力容器失效
(1)此类状况主要是安全联锁装置被拆除,由于目前在加气混凝土设备中蒸压釜的安全联锁装置的存在对快开门的开启与关闭带来一定的不便,部分使用单位就铤而走险拆除联锁装置。对于大型快开门容器如:染色机、蒸压釜,安全联锁装置往往裸露于外部,容易被拆除。
(2)安全联锁装置失效,安全联锁装置的寿命问题是快开门容器使用中最突出的一项问题,由于目前快门安全联锁装置普遍存在可靠性差,从安装投入使用一、二年内其功能就不全的比比皆是。
(3)设计时未完全按《容规》要求,其中以符合第二条的最多,市场上完全符合要求的快开式压力容器占很少一部分。
2.2 快开门安全联锁装置失效结果与分析
(1)带压开门,快开门容器内部压力未完全释放时,联锁装置失效或未装设安全联锁装置导致门被强行打开。该类方式在快开门压力容使用初期,发生最为常见,由于在快开门联锁装置设计的不到位;对其安全重视度不够;操作人员对该类容器的不了解造成疏忽。 发生以上事故的快开门容器,可从以下几方面分析:
① 开门联锁装置中有压锁死装置失效,如:传压管堵塞,导致有压时插销未伸出并锁死开门机构,离合器锁死装置齿块未啮合;
②有压锁死装置强度不够。如:插销被强力拧断,包括设计时由于插销安装位置不正确,插销受力状况差极易被拧断;
③ 压力传感器不够灵敏,容器仍有较高余压时锁死装置已脱离作用;
④ 压锁死装置被恶意拆除。
(2)门未关至预定的位置,对容器进行加压,导致门与筒体的连接强度不够, 没能达到所需要的压力而爆炸。发生以上事故原因如下:
① 无限位装置,门未关到位容器内部就能升压;
② 无门啮合感应装置。 对爆炸事故的失效原因分析:导致在用快开门式压力容器的爆炸事故发生的原因是多方面的,除了未按《容规》要求装设安全联锁装置这一主要因素外,企业的安全生产意识淡薄、系统设计不当、使用管理不善、操作人员素质不高也是重要的因素
快开门的设计与研究:
3.1 快开门的主要结构形式及特点
目前,市场上比较流行的是这么几大类:
(1)齿啮式快开装置,主要应用于蒸压釜、硫化罐、染色机;
(2)压紧式快开装置的安全联锁装置,主要应用于灭菌器;
(3)剖分环式快开装置,主要应用于染色机;
(4)卡箍式快开装置,主要应用染色机;
(5)移动式快开装置,在小型硫化缸中应用最多[3];
(6)进口小型灭菌器均布榫槽咬合快开装置和均布插销销入快开装置。 由于快开门容器承受的压力与工况不同,所采用的结构也不同,其各种型式的快开门优缺点如下: 选择快开门形式时首先考虑快开门所需承受的压力,设备的工艺要求;再考虑现场的安装位置,设计门的开启方向。具体的一整套安全联锁机构应符合下面的设计要求。
3.2 一般设计要求。
(1)快动封闭组件应设计成在升压前或升压中锁紧元件予以啮合,且在直到压力泄放前不能松动。
(2)快动封闭组件应设计成在容器承压(或在封闭组件上作用有液体静压)时个别锁紧部件不发生以下的失效:
① 引起或使封闭组件打开或泄漏;
②造成任何其他锁紧部件或夹持元件失效;
③ 使其他任何锁紧部件或夹持元件的应力增大至超过部件许用应力的50%。
(3)快动封闭组件还应设计并安装成可以在目视作外表观察时确定夹持元件处在良好状态。 (4)快动封闭组件还应设计成在容器升压前可用目视观察或其他方法证实所有锁紧部件完全啮合。
(5)安装时,所有具有快动封闭组件的容器应设置在操作区可观察到的压力指示装置,且在封闭组件上适合于观察压力。
3.3 特殊设计要求[2]
(1)对于用可靠的锁紧装置保持定位的快动封闭组件、部分旋转或局部移动盖板本身或锁紧机构即能完全松开的封闭组件,以及除手工操作外的任何其他型式的封闭组件,容器的设计要使得在安装时符合下列条件:
① 容器内作用压力前,封闭组件和它的夹持元件已完全啮合在预期的操作位置上。
②在封闭组件作为进出口可以完全打开前,有助于促使封闭组件打开或卸去容器内物料清除容器的压力应完全卸除。
③ 在封闭组件和夹持元件的设计不能符合上述a、b的的情况下,在容器安装时,应增加能达到上述要求的装置。
3.4 手工操作封闭组件的另一种设计[2]
(1)利用手工操作的锁紧机构定位的快动封闭组件,应设计成如果容器在承压状态而企图打开封闭件,则在锁紧元件完全脱扣并封闭件松脱之前,封闭件先行泄漏。封闭组件的设计应使得任何泄漏都直接远离操作者,且应排放至安全位置。
(2)手工操作的封闭组件不必按照上面的规定,但是这种封闭组件应设置音响或目视的报警装置,在夹持元件和锁紧部件完全就位之前就加压,或者在容器内的压力泄放之前就要脱开时提醒操作者注意。
3.5 不同容器的余压控制
由于压力容器的压力表不能正确显示很小的残余压力(尤其是在容积的压力容器如蒸压釜等),直接利用这一信号来驱动或者控制联锁装置的动作都有十分困难[4]。对于此时不加更加精密的控制装置,打开容器残余压力的能量释放,杭州市特种设备检测院做了相关的试验,取容器容积分别为0.075m3和0.216m3,取不同内压P时,爆炸能量随内压的变化如图1所示:
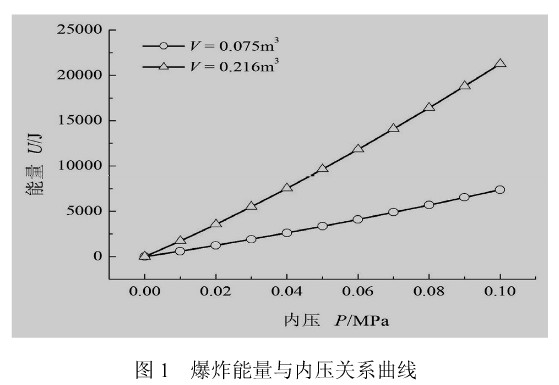
从图1中可以看出,在该内压范围内,随着压力的升高,容器的爆炸威力越大;容器的容积越大,斜线的斜率越大,容器的爆炸威力上升得越快。因此对大容积容器的残余压力加强控制,是减少容器爆炸的一项关键措施。每台容器都应有最低的安全残余压力,使得容器快开门在该压力被打开不再有破坏性,设计时提供这一压力的计算书,可为安全联锁装置的选择提供参考;在恰当的时候,设计好安全残余压力,可提高生产效率,比如移动式快开门硫化罐。
3.6 警告标语
快开门式容器是压力容器中操作要求较高设备,快开门联锁装置可靠性存在着普遍的不足;根据中国的国情,不可能在短期内提升操作人员素质,提高安全联锁装置性能[5]。因此在快开门上设置醒目的安全提示标志是十分有必要的,提示的主要内容主要分为以下几点:
(1)快开门安全联锁装置的设置位置,以便自检;
(2)正常工作压力下,强制打开失效的快开门产生的威力和破坏性;
(3)快开门安全联锁装置的一般设计使用寿命,可以用时间或开门次数来表示;
(4)如无安全余压计算书,则提示有余压打开的可能危险。
位置不同,企业用风量也会随着生产和季节变化二变化,可根据自己的实际情况优化机组匹配,购置1~2台小容量的机组,这样可以避免开一台大机组不够,开两台机组过量的现象,达到降低电耗目的,同时也减少了由于放空带来的噪声。最后,传统干燥系统的再生和冷吹消耗大量的电能和压缩空气,占总能耗的10%左右,造成能源浪费。为了避免这一缺陷,可采用先进的余热再生或者零排放型机组,可以大大减少电能的消耗和空气的浪费,从而减少压缩系统负荷,节约电能。
3、保障各装置平稳运行
4、优化配置与精简人员
5、结论:
地址:河南省巩义市站街开发区 电话:0371-64422067
传真:0371-64422067 手机:18624915999 邮箱:dufujx@foxmail.com
邮编:451261 网址:http://www.13592456941.com 豫ICP备12007906号-4




