|
第一节生产工艺过程
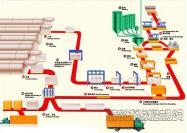
加气混凝土可以根据原材料类别、品质、主要设备的工艺特性等,采取不同的工艺进行生产。但一般情况下,主要工艺流程分原材料制备、钢筋加工、钢筋网组装、配料、浇注、静停、切割、蒸压养护及出釜等工序。
工艺流程图

1原材料制备
生产加气混凝土首先将硅质材料如砂子、粉煤灰等进行磨细,其中,根据原材料要求及工艺特点,有的采取干磨成粉,有的加水湿磨制浆,还有与一部分石灰等混磨。混磨又有二种方式:一种是干混磨制备胶结料,另一种是加水湿磨,主要为改善粉煤灰或砂的特性,称为水热球磨。购入的石灰大多为块状,因此,石灰也必须经过破碎和粉磨。石膏一般不单独磨细,或掺入粉煤灰一同磨细,或掺入石灰一同磨细,也可与石灰轮用一台球磨机,其它辅助材料和化学品也常经制备使用。原材料制备工序,是配料的准备工序,是使原材料符合工艺要求的再加工及完成配料前的贮备均化陈化过程,是直接影响整个生产过程能否顺利进行、产品质量能否达到要求的最基本的工艺环节。
2、钢筋加工
钢筋加工是生产加气混凝土板的特有工序,包括钢筋的除锈、调直、切断、焊接、涂料制备、涂料浸渍和烘干。钢筋是生产加气混凝土板的结构材料,工序控制不仅影响产品质量,更直接影响建筑物的结构性级与安全性。
3、钢筋网组装
钢筋网组装工序是把经过防腐处理的钢筋网,按工艺要求的尺寸规格和相对位置组合后装入模具中,并使其固定,以便浇注。
4、配料
配料是把制备好并贮存待有的各种原料进行计量、温度和尝试的调节和少量掺加材料的现场计量制备,然后按工艺要求,依次向搅拌设备投料。配料是加气混凝土工艺过程的一个关键环节,关系到原材料之间各有效万分的比例,关系到料浆的流动性和粘度是否适合铝粉的发气及坯体的正常硬化等,对发气膨胀、硬化过程及制品性能都有最直接的影响。
5、浇注
浇注工序是加气混凝土区别于其它各种混凝土的独特的生产工序之一。浇注工序是把前道配料工序经计量及必要的调节后投入搅拌机的物料进行搅拌,制成达到工艺规定的时间、温度、稠度要求的料浆,通过搅拌机的浇注口(故又称浇注搅拌机)浇注入模。此时,若生产板材时,模中已置入组装好的钢筋网。料浆在模具中进行一系列物理化学反应,产生气泡,使料浆膨胀、稠化、硬化,形成加气混凝土坯体。浇注工序是能否形成良好气孔结构的重要工序。与配料工序一道构成加气混凝土生产工艺过程的核心环节。
6、静停
静停工序主要是促使浇注后的料浆继续完成稠化、硬化的过程,实际上这一过程从料浆浇注入模后即开始,包括发气膨胀和坯体养护两个过程,以使料浆完成发气形成坯体,并使坯体达到一定强度,以便进行切割,通常,这一过程是在一定温度条件下进行,所以,又称热室静停。这一工序没有太多的操作,应避免震动,同时,严格注意发气过程浆体的变化,并反馈至配料、浇注工序。坯体的主要缺陷均在此工序产生,如塌模、坯体开裂、憋气等。
7、切割
切割工序是对加气混凝土坯体进行分割和外形加工,使之达到外观尺寸要求。切割工艺体现了加气混凝土便于进行大体积成型、外形尺寸灵活多样而能大规模机械化生产的特点,也是加气混凝土有别于其它混凝土的一个较突出的优点,切割工作可以机械进行,也可人工进行。为了提高生产效率和产品质量,人们设计了专用的切割机,构成了加气混凝土生产工艺的核心,并形成不同的专利技术。切割工序直接决定加气混凝土制品外观质量和某些内在质量。
8、蒸压养护
蒸压养护工序是加气混凝土坯体进行高压蒸汽养护。对加气混凝土而言。只有经过一定温度和足够时间的养护,坯体才能完成必要的物理化学变化,从而产生强度,满足建筑施工的需要。这个过程通常要在174.5。C以上的进行,因而,常密封良好的蒸压釜,能入具有一定压力的饱和蒸汽进行加热,使坯体在高温高湿条件下,充分完成其水热合成反应,得到所需要的新矿物,使加气混凝土具有一定强度及其它物理力学性能。蒸压养护工序决定了加气混凝土内在性能的最后形成。
9、出釜
出釜是加气混凝土生产的最后一道工序(有些工艺在生产板材时,出釜后还有板材加工工序)。包括制品出釜、吊运、检验、包装及小车、底板的清洁涂油,保证向市场提供合格的产品及下一个生产循环的正常进行,随着市场对制品外观的要求及城市管理的要求,越来越多的加气混凝土生产企业已开始对加气混凝土制品进行包装,相应的包装也由简单打包固定到增设包装机械,采用热塑包装。
二、加气混凝土生产工艺的主要类型
加气混凝土的生产工艺过程如前述,从原材料制备到产品出釜,具体到每个工厂采取的工艺流程及装备又各不相同,但每种专利与技术,主要是围绕坯体切割来展开。目前,世界上已经形成了伊通(ytong)、西波列克斯(Siporex)、海波尔(Hebel)、乌尼泊尔(Unipol)、求劳克斯(Durox)、塞尔康(Cellcon)和司梯玛(Stema)等专利技术。我国加气混凝土设备的开发也已获得多项成果,并形成特有的工序,如6m翻转式切割工艺、4m预铺钢丝卷切式工艺、3.9m预铺钢丝提拉式切割工艺、海波尔翻版技术(包括 JHQ切割机),司梯玛翻版技术和分步式切割工艺技术(仿伊通)及手工切割工艺。目前,我国主要工艺有:
1、西波列克斯工艺
西波列克斯工艺是我国引时的首条加气混凝土生产线,装备在北京加气混凝土厂,设计年产量15万m3。工艺过程为:原材料经分别处理后配料;固体物料以重量计量,液体和浆体以体积计算,采用移动式搅拌浇注机对物料进行搅拌浇注;模具在注入料浆后就地静停初养,使坯体硬化;切割机为西波列克斯专利,在切割机上,有拆模和合模装置,坯体完成切割后仍然合上模框,实行带模养护,蒸压釜规格为φ2.85X25.6m,模具规格6X1.54X0.65m,蒸汽压力1.5MPa。 1998年投产的南京旭建新型建材有限公司引进的西波列克斯改进型切割机组,采用的是将坯体夹起完成横切,然后再将坯体置于纵切输送带上,在坯体推进行走时完成纵切。
2、海波尔工艺
海波尔工艺是由罗马尼亚抵债而引进的成套技术。原装备在天津加气混凝土厂、上海硅酸盐制品厂和哈尔滨加气混凝土厂,设计规模为年产20万m3。特点是:采用胶结料混磨工艺,固定式搅拌浇注,移动式静停初养,经海波尔切割机切割;制品脱模养护,浇注与蒸压养护分两种底板,采用φ2.85X37m蒸压釜,蒸汽压力1.2MPa。引进后常州建材研究设计所与中国建筑东北设计院对主要设备进行了消化,由东北院推出了JHQ切割机技术。目前,已于国内装备了武汉华宇建材公司等十八家企业。
3、伊能工艺
伊通先后已有几种专利技术,目前装备在北京加气混凝土厂(技改线)的是伊通三代,主机设备由德国引进(原伊通在瑞典,北京引进的是德国道斯腾公司的仿制型),规模为年产27万m3。特点是:砂和石灰分别磨细;固定搅拌浇注,浇注后的模具通过摩擦轮移动静停初养,采用伊通切割机组,坯体被带模空中侧翻90 度,并改由侧板支承坯体进入切割线完成切割。切割后,坯体不再翻回,以侧立形式入釜养护;蒸压釜规格φ2.85X25.6m,蒸汽压力1.2MPa。 1997年投产的上海伊通有限公司则是引进的伊通原形型机,也是当今国际上先进的机型。目前,常州建材研究设计所和北京建都设计研究院先后根据北加伊通原理,设计了4m和6m分步式切割机组(仿伊通,分坯体行走和切割装置行走两种形式),并装备了兰州金轮新型建材有限公司、徐州永发新型墙体材料公司和烟台宏源新型建材有限公司等逾百条生产线,实现了中小型加气混凝土切割机国产化目标,成为一种主要机型。
4、乌尼泊尔工艺
乌尼泊尔工艺是引进的波兰专利,我国引进关键设备装备了北京现代建筑材料公司,杭州加气混凝土厂和齐齐哈尔建材厂三家企业。设计规模年产15万立方;特点是:采用干法混磨工艺(将水泥、石灰、石膏和部分粉煤灰混合磨细制成胶结料),全部物料重量计量,定点浇注,辊道移动式热室静停初养。采用乌尼泊切割机组切割,拼装底板脱模养护,蒸压釜规格φ2.6X40m,蒸汽压力1.2MPa。该工艺采用的导流筒式搅拌机已成为我国新建企业的主要选择。
5、司梯玛工艺
司梯玛工艺是丹麦技术。我国引进德国二手设备后装备了南通支云硅酸盐制品有限公司,原设计规模年产5万立方加气混凝土砌块,引进时,常州建材研究设计所对设备进行了适合国情的改选,并使产量达到7.5万立方,其特点是采用2.1X1.25X0.6m模具,高速顶推搅拌机(已成为新建企业的主要选择),浇注后推入热室进行静停初养,切割时坯体与底板不分离,切割机共分脱模、横切、纵切及吸去面包头四个工位。蒸压养护配用国产φ2X21m蒸压釜,生产过程为一严密流水线,且全为地面作业,不使用行车,其缺陷是不能生产板材。目前,全国已有兰州西亚实业公司和常熟江海建材公司等十家企业装备了此工艺设备。
6、威翰工艺
威翰是德国的又一建材设备制造商,南京建通墙体材料公司引进了威翰I型(WE-HRHAHNI)二手设备,装备能力为年产10万立方,其特点是:模具为开启式,浇注成型的坯体由夹坯装置夹至切割机上,并改由以蓖条式蒸养底板支撑,于横切装置完成横切,完成新型墙体材料有限公司引进的威翰II型,则已参照伊通技术,采用了脱模翻转切割,侧立养护工艺,与伊通的区别为延用了威翰特有的五面开启式模框,完成切割后,再对坯体进行二次90度翻转,以除去底部余料。
7、6米翻转切割工艺
6米翻转切割工艺,是以中国建筑东北院设计的6米翻转式切割机为核心的加气混凝土生产工艺线,年生产能力为10万立方,特点是:各种物料分别处理后配料;采用移动式搅拌浇注机、模具就地静停初养,采用翻转式切割机,机上有脱模装置,坯体脱掉模框后在地面翻转成侧立状切割,切割完毕仍恢复平放,在原底板上入釜养护,蒸压釜的规格化为V2.895X25.6米。工艺中配有湿排粉煤灰脱水浓缩设备,是国内最早设计的工艺线,为适应加气混凝土的发展,市场已推出了多种4米系列机型,并已成为加气混凝土装备的另一主要机型,目前,国内以该机型装备的企业已超过八十家。
8、4米预铺卷切式工艺
该工艺为上海华东新闻型建材厂自行设计完善,其核心为预铺卷切式切割机,规模为年产5万立方。其特点是:采用部分粉煤灰与石灰混合磨细;干物料采用杠杆式计量称计量,固定式浇注搅拌机;模具规格4X1.5X0.64m,坯体经热室静停,以负压吊吸吊脱离底板后上切割机,切割机上预先放置另一底板,并预铺好切割钢丝,切割后坯体连同底板入釜养护,配合用φ2.85X25.6m蒸压釜,为适合国内企业需要,该工艺同时有3.9X1.2X0.64m模具,配 φ2X21m。
9、3.9m预铺钢丝提拉式工艺
该工艺基本与预铺钢丝卷切式工艺一致(核心设备切割机为北京建都设计研究院设计),所不同的主要是切割机的纵切与卷切式不同而采用提拉切割方式,而卷切式则是切割时卷动钢丝,使其逐步收紧缩短,以达到切割目的。
10、手工切割工艺
手工切割工艺,是过去我国许多小型企业采用的工艺形式,该工艺的核心是采用手工切割或简易机械切割(如行车辅助提吊切割),其特点是:投资省,见效快,能够适合多种材料,多种配套设备,弱点是劳动强度大,劳动效率低,切割质量难以控制,是明令淘汰的工艺。
各种原材料加工工艺和配料工艺,与以上各工艺相配合,共同构成了加气混凝土的生产工艺,比较典型的有:
1、混磨制备胶结料工艺
混磨制备胶结料工艺是乌尼泊尔工艺的配套技术(详见“乌尼泊工艺”),是区别于通常采用的各种物料单独制备的技术,能有效地改善浇注稳定性,提高浇注合格率。其代表是北京现代建材公司的乌尼泊生产线。
2、水热球磨工艺
水热球磨工艺是中国建材研究院与武汉硅酸盐厂(现为武汉春笋集团)共同开发的技术,能有效地提高粉煤灰和砂浆的稳定性(详见“原材料制备.块块状物料的破碎和磨细”)。其代表是武汉春笋集团加气混凝土生产线。
3、错层配料工艺
错层配料工艺是将配料楼一分为二,高低错开布置,分别满足人员工作的空间要求和设备布置的空间要求,以降低物料落差,简化设备布置和建筑结构,避免各楼层开设楼梯和设备洞口,可以有效地降低建筑高度,方便设备维修保养,减少生产电耗。其代表为徐州永发新型墙体材料有限公司加气混凝土生产线。
本文内容由河南省杜甫机械制造有限公司整理发布,欢迎到杜甫机械厂参观考察选购设备。我厂主要生产加气混凝土设备、加气砖设备、蒸压砖设备、加气块设备、液压压砖机设备等系列环保建材加工设备。咨询电话:0371-64409888
|