公司地址:河南省巩义市站街开发区
公司电话:0371-64422067
公司传真:0371-64422067
手 机:18624915999
公司邮箱:dufujx@foxmail.com
公司网址:http://www.13592456941.com
作者:百合 来源:杜甫机械 时间:2013-03-06 17:07:30 点击次数:2926
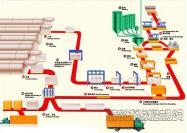
加气混凝土设备是新型的建材设备,采用粉煤灰和砂子为主要的原料,采用新型环保的生产工艺,以下内容是河南杜甫机械制造有限公司加气混凝土设备生产工艺流程的详细内容。
1 、加气混凝土设备原料储存和供料原材料均由汽车运入厂内,粉煤灰(或砂、石粉)在原材料场集中,使用时用装运入料斗。袋装水泥或散装水泥在水泥库内储存。使用时用装运入料斗。化学品、铝粉等分别放在化学品库、铝粉库,使用时分别装运至生产车间。
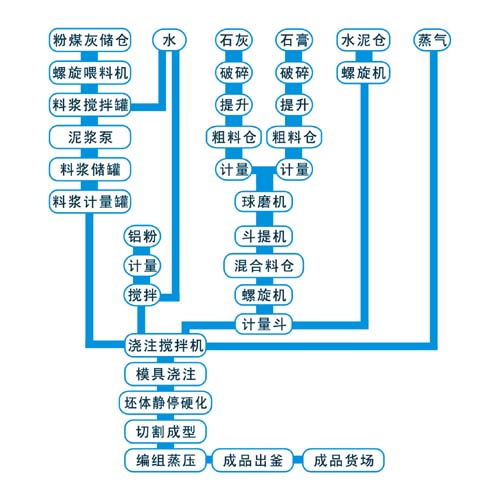
2 、加气混凝土设备原材料处理粉煤灰(或砂、石粉)经电磁振动给料机、胶带输送机送入球磨机,磨细后的粉煤灰(或砂、石粉)用粉煤灰泵分别送至料浆罐储存。石灰经电磁振动给料机、胶带输送机送入鄂式破碎机进行破碎,破碎后的石灰经斗式提升机送入石灰储仓,然后经螺旋输送机送入球磨机,磨细后的物料经螺旋输送机、斗式提升机送入粉料配料仓中。化学品按一定比例经人工计量后,制成一定浓度的溶液,送入储罐内储存。铝粉由铝粉库运至生产车间,用斗式提升机到配料楼二楼倒入搅拌机中定量加水,搅拌成铝粉悬浮液
3 、加气混凝土设备配料、搅拌、浇往石灰、水泥由粉料配料仓下的螺旋输送机依次送到自动计量秤累积计量,秤下有螺旋输送机可将物料均匀加入浇往搅拌机内。粉煤灰(或砂、石粉)和废浆放入计量缸计量,在各种物料计量后模具己就位的情况下,即可进行料浆搅拌,料浆在浇往前应达到工艺要求(约 45 ℃),如温度不够,可在料浆计量罐通蒸汽加热,在物料浇往前。0.5一 1分钟加入铝粉悬浮液。 4、加气混凝土设备初养和切割浇注后模具用输送链推入初养室进行发气初凝,室温为 50℃~70℃,初养时间为1.5~2小时根据地理有利条件,可免去此工艺),初养后用负压吊具将模框及坯体一同吊到预先放好釜底板的切割台上.脱去模框.切割机即对坯体进行横切、纵切、铣面包头,模框吊回到运模车上人工清理和除油,然后吊到模车上组模进行下一次浇注,切好后的坯体连同釜底板用天车吊到釜车上码放两层,层间有四个支撑,若干个釜车编为一组。切割时产生的坯体边角废料,经螺旋输送机送到切割机旁的废浆搅拌机中,加水制成废料浆,待配料时使用。 5 、加气混凝土设备蒸压及成品坯体在釜前停车线上编组完成后,打开要出釜的蒸压釜釜门,先用卷扬机拉出釜内的成品釜车,然后再将准备蒸压的釜车用卷扬机拉入蒸压釜进行养护。釜车上的制成品用成品吊具,吊到成品库,然后用叉式装卸车运到成品堆场,空釜车及釜底板吊回至回车线上,清理后用卷扬机拉回码架处进行下一次循环。
加气混凝土生产中蒸压釜设备操作注意事项:
l 、安全阀安全阀是蒸压釜内高压超限时,自动卸荷的部件,因此,作为高压容器的蒸压釜都应配备。安全阀的额定开启压力应根据蒸压釜的允许工作压力来调整,一般应稍低于允许压力值.为了保证安全阀的良好性能,必须定期检修和做好日常维护工作。
2 、开关釜门
制品入釜后,应认真关闭好釜门,使釜门与釜圈紧和到位,并拉下安全把.在送气前最后检查釜门关闭情况。完成养护后,在开釜门之前必须注意检查釜内是否还有压力,并首先打开安全把,使釜内余汽放尽后才可打开釜门,并注意操作者避免正对釜门,以防被高温余汽烫伤.
3 、密封圈
4 、保持疏水畅通
加气混凝土设备生产中常见问题原因及解决方案:
加气混凝土设备侧板出现裂纹的现象怎么处理?
在加气混凝土设备的使用过程中,虽然操作简单但是在生产的时候还是会出现很多的不正常的现象,因此也需要操作人员时刻提起精神,而侧板会出现裂纹的现象也算是其中一个小小的不正常现象,今天就给大家介绍一下引起这个现象的原因以及处理方法希望能帮助大家在以后遇到同样的情况的时候可以正确快速的解决或避免。
产生裂纹的原因:
1、坯体落下过猛
2、水料比下,坯体弹性不足
3、粉煤灰(砂)过细,坯体早期强度跟不上
4、坯体容重偏大
解决方法:
1 、坯体距切割台10厘米处必须停一下,再缓慢落下
2 、( l )降低料浆比重( 2 )增加料浆用量( 3 )减少石灰量
3 、( I )提高切割硬度( 2 )提高粉煤灰筛余量
4 、( l )控制容量( 2 )使用添加剂,
加气混凝土设备生产中坯体脱模后出现两道横切缝的原因是什么:
加气混凝土经过脱模之后的加气砖在切割的时候往往会在脱模后的整块的混凝土上出现两道横切缝,这不仅影响了成品砖体的美观而且也会影响加气砖的质量,要想解决此问题首先我们要先了解其原因,造成其原因有一下六个方面:
1 、坯休强度较低,钢丝未从原路返回.
2 、切割钢丝过松.
3 、横切装置运行间隙大.
4 、模车定位偏松.
5 、挂丝弹簧板疲劳.
6 、钢丝拉伸或制作长度不等,
其解决方法有以下六点:
1 、提高切割强度
2 、调整切割钢丝
3 、调整横切架
4 、调整模车定位
5 、更换弹簧板
6 、更换钢丝
加气混凝土设备生产中稠化及发气不正常问题:
稠化及发气在加气混凝土设备的生产中是极为重要的,这两点如果出现差错就会导致生产出来的加气混凝土砖不具有保温作用,而且坯体的质量还会受到很大的影响,因此稠化及发气这块必须投入更大的经历做好。但是在产品的生产中总是会出现不希望出现的问题,下面给大家分析一下稠化及发气时产生影响的原因。
稠化速度正常,发气速度过快?
1 、浇注时温度过高。
2 、铝粉偏多。
发气速度正常,坯体稠化速度过慢?
1 、料浆水料比偏人。
2 、石灰或水泥少,或石膏过多。
发气正常,稠化速度过快,坯体不能正常发气?
1 、料浆太稠。
2 、石灰(或水泥)太多,或石膏少。
3 、浇注温度过高。
发气稠化正常,坯体总量不足?
1、 总料量少。
2、 铝粉用量少(或铝粉质量差)。
以上是河南省杜甫机械制造有限公司为您总结的在加气混凝土设备生产中出现的常见问题,希望您了解后可以在加气混凝土设备生产中避免这些问题的发生,提高生产效率。想了解更多更详细的技术知识,可直接拨打免费电话进行咨询。
地址:河南省巩义市站街开发区 电话:0371-64422067
传真:0371-64422067 手机:18624915999 邮箱:dufujx@foxmail.com
邮编:451261 网址:http://www.13592456941.com 豫ICP备12007906号-4